2021.04.15
クロメート処理とは
電気亜鉛メッキの上に化成被膜(化学反応により生成する保護皮膜のこと)を形成する処理です。鉄素材に亜鉛メッキをすると亜鉛が自ら腐食する事で鉄素材を守ります。しかし、亜鉛はそのままでは変色や腐食しやすいので、その上に化成皮膜を形成するクロメート処理を施す事で防錆効果を高める事ができます。近年クロメート皮膜にふくまれている六価クロムが人体に悪影響を及ぼすとして、代替品の三価クロムを使用した皮膜や全くクロムを含まないクロムフリーの皮膜が登場し注目を集めています。今回は、クロメート処理のように、化成皮膜を形成する鍍金(メッキ)の紹介をさせていただきます。
正式名称は有色クロメート。色は光沢のある黄色で、黄褐色に近いものほど耐食性が強いです。
皮膜の密着性も良く、耐食性も高いので広く使われており最も代表的なメッキです。
正式名称は光沢クロメート 。色は青みがかった銀色で光沢を主としたメッキです。有色クロメートに比べ耐食性は幾分劣ります。
ブラッククロメート(BC)とも呼ばれるメッキで光沢がある黒色をしています。黒い色を出す為に皮膜中に銀を含んでい為耐食性は有色クロメートより劣ります。
2021.04.14
焼き入れ、焼きなまし、焼き戻しの違い
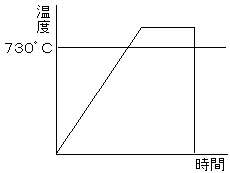
「焼き入れ」は鋼を730℃以上に熱くして急冷します。
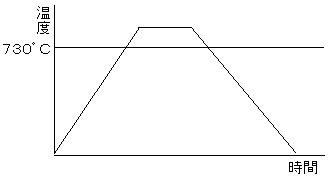
「焼きなまし」は鋼を730℃以上に熱くしてゆっくり冷します。
「焼き戻し」は鋼を730℃以下に熱くして急冷します。
焼き戻し温度が低いほど鋼は硬くなります。
2021.04.13
ネジやボルトへの「熱処理」の方法
タッピンネジやドリルネジなどにおこなう「浸炭焼き入れ」と6角穴付ボルトやハイテンボルトなどにおこなう「調質焼き入れ」 が代表的です。
「浸炭焼き入れ」
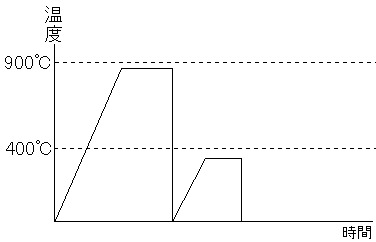
タッピンネジは相手材にタップをたてなければいけないので、 ねじ山をより硬くする必要があります。そのため、鋼の表面をより硬くする「浸炭焼き入れ」を行います。 タッピンネジの材質のSWCH16A・18Aは浸炭ガス層の中で(浸炭ガス-熱処理される鋼に炭素を与えるガス)
900℃近くで「焼き入れ」をすると炭素をよく吸収し表面が特に硬くなります。この表面の硬くなった層を「浸炭層」と言います。 さらに、安定した組織にするために「焼き戻し」を行います。焼き戻し温度は300゜C~400゜Cです。ちなみに、SWCH16Aの「16」は、0.16%の炭素を含んでいる ことを表します。鋼は炭素が多いほどより硬くなります。
「調質焼き入れ」
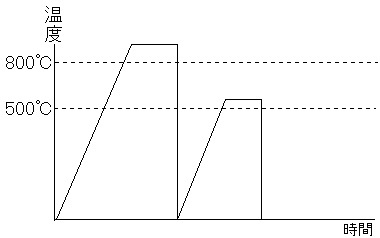
6角穴付ボルトは「強度区分12.9」や「強度区分10.9」の高強度を保証しなければいけないので、「硬さ」だけでなく破断をおこさないための「ねばり」も求められます。そのため「ねばり」のある組織をつくる「調質焼き入れ」を行います。6角穴付ボルトの材質のSCM435は炭素量が多く焼き入れ性が優れていて800℃~900℃で「焼き入れ」後、450℃~550℃で 「焼き戻し」すると硬くてねばりのある組織に調質されます。(ソルバイト組織)
ちなみに、SCM435の「435」は、0.35%の炭素を含んでいることを表します。
2021.04.12
ベーキング処理とは
「ベーキング処理」とはメッキ工程の途中でボルトやネジなどを180℃~200℃の炉の中で4~8時間加熱処理することをいいます。
英語のbake bakingに〔焼く〕という意味があるので勘違いしやすいのですが、「熱処理」とは異なります。
2021.04.11
ベーキング処理のタイミング
熱処理した鋼をメッキするときにおこないます。
(CAP・ハイテンションボルト・タッピンネジ・ドリルビスなど)
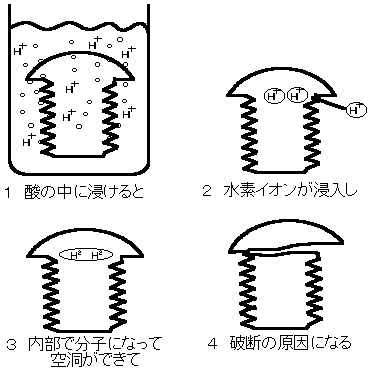
熱処理した鋼は組織が粗くなっています。メッキをするとき硫酸や塩酸などの酸に浸けると粗くなった表面から水素が入りこみます。鋼の中に入った水素はそのままにしておくと時間の経過と共に体積が大きくなり、頭飛び・破断・折れなどの原因となります。ですから、水素が入ってすぐのメッキ工程の途中で鋼を加熱して水素を追い出します。
鋼に水素が入ってもろくなることを「水素脆性」といい、
ベーキング処理のことを「脆性処理」ともいいます。(脆=もろい)
処理を施された高炭素鋼に対し、電気亜鉛メッキ工程とクロメート処理工程の間に行います。
2021.03.31
ネジを締め付けると緩まないのは
「伸びたネジが縮もうとするから」です。
ネジは締め付けると目ではわかりませんがほんの少しだけ伸びているのです。その伸ばされたネジが縮もうとする力によって、ねじ山のはめあい部に摩擦力が発生してネジはゆるまないのです。ネジを伸ばそうとする力にどのくらい耐えられるかを表すのが「12.9」や「11T」などの「強度区分」です。
2021.03.30
ステンレスは溶接できるのか
溶接加工できますが、特別な配慮が必要です。
〇マルテンサイト系(SUS410など)
急冷による亀裂がおこりやすく、割れなどが発生することもあります。
〇フェライト系(SUS430など)
900℃以上に加熱された部分はもろくなります。
〇オーステナイト系(SUS304など)
溶接金属、および熱影響部の耐食性が悪くなります。
熱膨張率が大きいため、歪みや割れが発生しやすくなります。
なお、切削鋼のSUS303は、溶接には向きません。
2021.03.29
パシペート処理とは
酸素よりさらにCr(クロム)と結びつきやすい硝酸を使って人工的に酸化クロムの膜をつくる処理です。 「SUS410」の熱処理製品の不働態化以外にも、クロム・ニッケル系ステンレス製品の加工度合の大きい部分の黒ずみ除去にも使います。
(タッピンネジの首のつけね・先端、CAPの6角穴etc.)
<参考>
ブライト処理とは?
アルカリ洗浄後ワックスで仕上げる処理。
加工度合の小さい製品(小ネジ、ボルトetc.)におこないます。
2021.03.28
窒化熱処理とは
真空炉に窒素を多く含むガス(アンモニアなど)を入れ、約500℃ で50~72時間加熱します。すると、表面に窒化層ができます。 窒化層自体が硬いので焼き入れや焼き戻しは不要です。
「SUS410」を熱処理するとCr(クロム)は炭化クロムや窒化クロムに変化して少なくなってしまうので、ステンレスの表面を保護する酸化クロムの膜が十分にできなくなります。ですから、人工的に不働態化させる必要があります。 この処理を「パシペート」といいます。
2021.03.27
SUS410とは
熱処理するためのステンレス鋼です。
マルテンサイト系で鉄が約87%と多く、その中に含まれるC(炭素)も多いので熱処理が出来ます。 セルフドリリングスクリューやタッピンネジに使用されます。
一般の熱処理では、ステンレス鋼の場合、Cr(クロム)が炭化して黒く、もろくなってしまいます。ですからステンレス鋼には、「窒化熱処理」を行います。